Интересуетесь сваркой инвертором, но не знаете, с чего начать? Наше обучение для начинающих покажет, как правильно варить инверторной сваркой. Узнайте все необходимые техники и приемы варки в нашем подробном руководстве!
Сварка инвертором
- Что такое сварочный инвертор
- Назначение инвертора и сферы применения
- Как работает инверторный аппарат
- Подготовка аппарата к работе
- Как работать инверторным аппаратом
- Плюсы и минусы инверторной аппаратуры
- Техника безопасности
- Профессиональные советы начинающим сварщикам
- Интересное видео
Для изготовления металлоконструкций и надежного соединения деталей из металла самым эффективным и простым способом. Сравнительно недавно на рынке появилось оборудование, которое приобрело огромную популярность как среди профессиональных, так и среди начинающих сварщиков — инверторные аппараты.
Сварка инвертором позволяет создавать прочные и долговечные соединения не только в производственных, но также в домашних условиях. Довольно часто в быту возникает потребность в сварочных работах. Инверторный сварочный аппарат для таких задач будет прекрасным выбором. Техника сваривания таким оборудованием достаточно проста и работать с ним могут даже начинающие мастера.
Что такое сварочный инвертор
Уже с момента появления в продаже инверторных аппаратов сварщики, в том числе и начинающие получили возможность существенно упростить сварочный процесс.
Сварка металла инвертором — это прогрессивный скачок в электросварке. Если представить выпускавшиеся раньше тяжеловесные сварочные трансформаторы и неподъемные выпрямители, то вес и габариты инвертора существенно меньше. Это не только делает аппарат удобным в применении, но еще в разы повышает производительность работ.
В настоящее время сварочный инвертор считается самым современным и уверенно вытесняет на вторые позиции традиционные выпрямители, генераторы и трансформаторы. Если даже ранее вы никогда не работали с подобным оборудованием, достаточно пройти уроки по сварке инвертором для начинающих и без особых затруднений овладеть технологией сваривания.
Конструктивные особенности
Существуют разные модели инверторов, представленные разными производителями. Вне зависимости от марки аппарата, конструкция любого состоит из:
- блока питания, оснащенного фильтром и выпрямительным устройством;
- инверторного блока, который постоянный ток преобразовывает в переменный высокочастотный;
- трансформатора, понижающего напряжение тока;
- силового выпрямителя, отвечающего за получение на выходе из аппарата постоянного тока;
- электронного блока, обеспечивающего управление агрегатом.

Реализованные в конструкции оборудования инновационные решения позволяют создавать качественные соединительные швы с отменными прочностными показателями. Небольшой вес (5-15 кг) и компактность позволяют с легкостью перемещать аппараты из одного места в другое.
При покупке оборудования в комплекте всегда присутствует инструкция, по которой несложно научиться как правильно варить сварочным инвертором, как подключать агрегат, какие электроды использовать в зависимости от типа свариваемого металла и другие нюансы.
Назначение инвертора и сферы применения
В случаях, когда с учетом параметров свариваемого материала требуется особый подход к созданию шовных соединений правильная сварка инвертором зачастую является самым лучшим решением.
Благодаря продуманной и слаженной работе механизмов соединение элементов инверторным аппаратом приобретает все большую востребованность в самых разных направлениях:
- за счет компактности и хорошей транспортабельности оборудования данная технология сваривания активно используется не только в производственных, но и в бытовых условиях, обеспечивая при этом высокий КПД. Даже при отсутствии навыков самоучитель по сварке инвертором позволяет в кратчайшее время освоить технологию;
- разнотипная сварка предоставляет мастерам новые возможности, к числу которых принадлежат форсирование дуги и антизалипание;
- сварочный процесс полностью автоматизирован, что значительно упрощает работу сварщика;
- инверторная сварка эффективно и надежно соединяет материалы разного происхождения, в том числе и разнородные: высоколегированная и нержавеющая сталь, титан, алюминий, медь и другие металлические сплавы.
На объектах разного назначения может выполняться сваривание электрическим инвертором, включая также бытовые условия. Сама технология не требует специального стационарного обучения, уроки сварки инвертором можно посмотреть в интернете.
Как работает инверторный аппарат
Принцип работы инверторного оборудования выгодно отличается от схемы классических трансформаторных агрегатов. Функционирование устройств построено на принципе фазового сдвига напряжения, увеличивающем по каскадному типу частоту и силу сварочного тока.
Хоть сам по себе инвертор является довольно сложным электронным устройством, но научиться варить инверторной сваркой при желании можно достаточно быстро.
Основы сварки инвертором состоят в следующем:
- из обычной электросети на вход инвертора поступает переменный ток. В переменный его преобразовывает выпрямитель, функционирующий на основе диодного моста;
- выходящий из выпрямителя постоянный ток поступает вы выполняющий роль генератора высокочастотных электроимпульсов инверторный блок. Закрывающиеся и открывающиеся с высокой частотой силовые транзисторы, объединенные в отдельный блок, превращают постоянный в переменный ток, частота которого существенно выше в сравнении с тем, который подается из электрической сети;
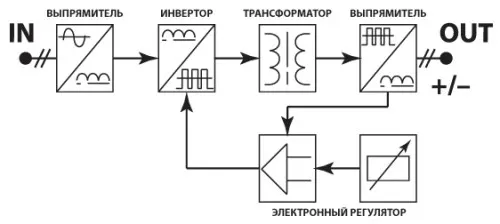
- полученный переменный ток поступает на трансформатор, в котором сила его увеличивается, а напряжение уменьшается. Благодаря регулированию параметров тока трансформатором устройство обладает небольшими размерами, что в разы уменьшает массу всего агрегата;
- преобразованный к нужным параметрам трансформатором переменный ток поступает в выпрямитель. Там он в очередной раз превращается в постоянный, необходимый для проведения сваривания.
Полезно знать! При силе 160А инверторная сварка работает с трансформатором, вес которого составляет всего 0,25 килограмма при том как используемые ранее устройства весят до 18 кг и больше.
Хоть с первого взгляда принцип работы кажется сложным, но все процессы в нем происходят автоматически. Поэтому никаких затруднений в рабочем процессе не возникает. К тому же в интернете в открытом доступе есть множество материала, по которому можно научиться как правильно варить инверторной сваркой для начинающих мастеров.
Подготовка аппарата к работе
Перед тем как варить металл инверторной сваркой необходимо подготовить рабочее место, расходные материалы и сам аппарат. Подготовительные работы подразумевают не только организацию рабочего места, но также настройку оборудования и выбор подходящих для конкретного случая электродов.
Средства защиты
Задаваясь целью как научиться сваривать металл инвертором ни в коем случае нельзя забывать о технике безопасности. Чтобы избежать травматизма следует подготовить:
- перчатки. Они должны быть из толстой ткани, но никак не резиновые;
- сварочную маску. Здесь важно обратить внимание на то, что маски бывают разные в зависимости от сварочного тока. Если ее подобрать неправильно, то невозможно будет контролировать образование шва. Оптимальным вариантом считается маска «Хамелеон», самостоятельно подстраивающаяся под интенсивность дуги;

- одежда. Она должна быть огнеустойчивой, в противность случае может произойти возгорание от исходящих искр. Касается это и обуви.
Только при наличии всех этих атрибутов можно приступать к работе. Убеждать в необходимости защитных средств профессиональных сварщиков будет лишним, а для новичков подготовительный этап не менее важен, как и сам процесс сваривания.
Подготовка рабочего места
Чтобы научиться как правильно производить сварку металла инвертором важно уметь обустроить удобную рабочую площадку. Профессиональные мастера используют в качестве рабочего места специальный сварной столик, на котором можно не только разместить все подлежащие свариванию детали, но также прочно их зафиксировать в случае необходимости. Для тех, кто хочет пройти обучение сварке инвертором на первое время подойдет любой металлический стол. Также следует грамотно организовать освещение.
Поскольку в процессе сварки образуются искры, то в окружающем пространстве и в частности на столе не должно быть легковоспламеняющихся материалов и жидкостей.
Сварщик в процессе сваривания не должен стоять на земле, поскольку это повышает риски поражения током. Для безопасности следует подготовить деревянный настил.
Особенности выбора электродов
Для получения прочных и долговечных соединений недостаточно только знать, как пользоваться сварочным инвертором. Прочностные параметры швов и конструкции в целом напрямую зависят от того, какие электроды применяются для состыковки деталей.
Основными критериями выбора электродов являются тип и толщина свариваемого металла. Есть также ряд других факторов, например, глубина провара, пространственное положение, но для начинающих специалистов достаточно будет первых двух.
Определенный тип электрода есть для каждого вида металла. Например, одной и той же маркой нельзя варить обычную сталь и чугун. Кроме того, значение имеет толщина электрода, которая подбирается с учетом размеров материала.
Новичкам следует обратить внимание на совет профессионалов как научиться правильно варить сварочным инвертором — в качестве образца взять стальные детали и попробовать соединить их, используя электроды УОНИ 13/55 или АНО-21 с сечением 3-5 миллиметров.
Подключение инвертора: схема и полярность
Овладевая техникой как работать сварочным инвертором первым делом нужно уметь правильно подключить агрегат. Общая схема примерно такая: сетевой шнур с вилкой → сварочный аппарат → кабель массы → кабель с электродом. Важным нюансом здесь выступает подключение провода оборудования.
От аппарата идут два кабеля:
- первый — масса, в конце которого имеется клипса или прищепка;
- второй с виду напоминает ручку и оснащен зажимом для фиксации электрода.
Первый кабель подсоединяется к металлическому столу или непосредственно к свариваемому элементу. Электрод вставляется в другой провод и прочно крепится зажимом.

Вариантов подключения рукоятки и массы также есть два:
- прямой: масса со значком + и с минусом рукоять;
- обратный: здесь с плюсом рукоять и с минусом масса.
Прямое подключение целесообразно при необходимости соединить толстые детали. Количество воздействующего на металл тепла понижается и за счет этого более глубоким получается провар.
Если предстоит сварка инвертором для начинающих тонкого металла, то следует применять обратное подключение. Здесь полярность на самом изделии концентрирует тепло, за счет этого при меньшем проваре шов получается более широким и риски прожога минимальные.
Подготовка металла
Подлежащие соединению детали перед тем как варить инверторной сваркой следует тщательно подготовить. С помощью металлической щетки зачищаются кромки. После снятия оксидного слоя и загрязнений поверхности обезжиривают специальными жидкостями.
Далее необходимо правильно разместить элементы. От их пространственного расположения зависит тип соединительного стыка, напряжение, направление перемещения электрода и наклон (прямой или обратный). Шовные соединения разделяются на торцевые, стыковые, нахлесточные, угловые и тавровые.
Теперь осталось только решить, как выбрать сварочный ток на инверторе в соответствии используемых электродов. Нужные показатели можно посмотреть на упаковке. Завышать значения не стоит, поскольку это вызовет прожоги металла. При заниженной силе тока дуга не будет зажигаться, а сам электрод начнет залипать.
В таблице ниже можно посмотреть соотношения параметров металла, электрода и тока.

С помощью сварки можно не только соединять детали в цельные конструкции, но также выполнять резку металла. Научившись как правильно пользоваться сварочным инвертором, не составит проблем разобраться также как резать металлические изделия, например, уголки или арматуру.
Как работать инверторным аппаратом
Столкнулись с задачей как научиться варить сварочным инвертором с нуля? В действительности это не сложно и любой желающий может овладеть этой техникой. Тем более что есть специальные уроки сварки инвертором для начинающих, в которых теория сопровождается картинками и видеороликами с правилами и порядком проведения работ.
Сам сварочный процесс начинается в момент, когда возникшая между электродом и металлом дуга расплавляет стержень и верхний слой металла. При этом образуется сварочная ванна, расплавленные металлы в ней смешиваются, формируя стыковочный валик. Специальное покрытие электрода предотвращает разбрызгивание жидкого металла, а также защищает от окисления шовной соединение.
Розжиг дуги
Начать сварочный процесс невозможно без розжига дуги. Выполнить это можно одним из способов:
- чирканьем;
- постукиванием.
Чиркая по аналогии спичечной головки по металлической поверхности стимулируется запуск дуги. Сперва электродом нужно коснуться металла, провести ним по поверхности, плавно поднимая вверх. Лучше всего чиркать непосредственно в месте состыковки или вблизи него, поскольку при отсутствии дуги частички расплавленного электрода могут оставаться на материале.
Почти в таком же порядке электрод разжигается методом постукивания. Только в этом случае по материалу он не ведется, нужны только прикасания края сварочного кабеля.
Как правильно двигать электродом
Если описанные выше нюансы как правильно сваривать инвертором для новичков никакой сложности не представляли, то далее речь пойдет о более сложных действиях. Первая трудность для начинающего мастера — это порядок передвижения электрода, при котором можно получить ровные стыки.
Вряд ли шов получится ровным и с оптимальным проваром если после зажигания дуги просто перемещать вдоль линии соединения электрод. Такая техника подходит только для тонких материалов. Получение красивого, равномерного и прочного шва обеспечивают три основные критерия — угол наклона электрода, скорость его перемещения, схема поперечных и продольных движений.
Как металл сваривать ровно
Чтобы научить начинающего специалиста как сваривать металл инвертором, получая при этом ровные и качественные стыковые линии, учитывать нужно все особенности технологии, вплоть до мельчайших нюансов.
Начать обучение лучше с угла наклона. Для сварки вперед и назад угол в диапазоне 30-40 градусов считается оптимальным. При необходимости соединить детали в труднодоступных местах возможна работа под прямым углом.
Сам шов выполнять нужно не обычным перемещением электрода по прямой линии, а использовать схему поперечных и продольных движений поочередно. Есть специально созданные узоры, смотря на которые несложно понять, как передвигать электрод.
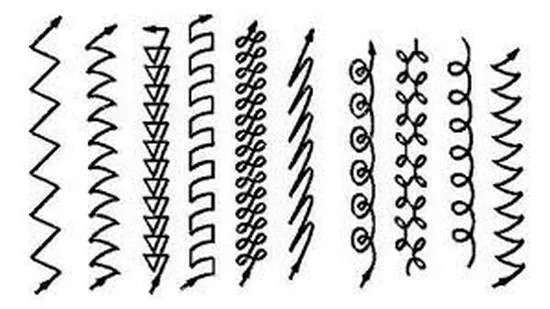
Начинать можно с самых простых, постепенно переходя к более сложным. Здесь важно, чтобы четко выведенной была каждая линия. При этом нельзя делать резких движений, они должны быть плавными. Если освоить основы сварки инвертором для начинающих, то довольно быстро вы сможете выполнять швы любой сложности, контролируя при этом скорость.
Контроль за дуговым промежутком
Расстояние между материалом и электродом называют дуговым промежутком. Размер его во многом влияет на качество сварки, поэтому изучая как правильно варить сваркой инверторной нужно помнить о контроле за протяжностью дуги.
Если длина ее составляет меньше 2 миллиметров, то дуга при этом короткая. Место соединения прогреть до нужной температуры она не способна. Вследствие этого провар не происходит на должной глубине и над поверхностью выступает часть расплавленного электрода.
При промежутке, превышающем 3 миллиметра образуется чрезмерно большая дуга. Она нестабильна и способна самопроизвольно изменять направление. Кроме этого при превышенном расстоянии защитный слой не в достаточном количестве покрывает ванну, а это в свою очередь повышает разбрызгивание.

Учитывая выше описанное не сложно догадаться что подбор промежутка выступает важным критерием в том, как правильно научиться варить инверторной сваркой. Оптимальной для новичков считается дуга, длина которой варьируется в пределах 2-3 миллиметров. Такого расстояния вполне достаточно для полноценного прогревания металла, при котором провар будет в меру широким и глубоким.
Существуют разные модели инверторных аппаратов, обладающие разным набором функций. Есть среди них и такие, работая с которыми нет необходимости контролировать дуговой промежуток, достаточно только передвигать электрод по линии сваривания.
В целом работа со сварочным инвертором для новичка может сперва показаться сложной, но если придерживаться технологии и соблюдать технику безопасности, то уже в короткие сроки можно стать профессиональным сварщиком.
Как сваривать тонкий металл
Множество конструкций из листовой стали нередко нуждаются в ремонте. Это могут быть разнообразные емкости, кузова автомобилей и другие изделия. В бытовых условиях многие пытаются самостоятельно провести сваривание, экономя на услугах профессиональных сварщиков. Но здесь потребуются определенные знания, поскольку сваривание листового железа требует особого подхода. Например, сварка встык инвертором тонкого материала может образовать прожоги.

Для избегания ошибок следует обратить внимание на следующие способы варки:
- строго по линии соединения быстро и без отклонений в стороны вести шов, предварительно выставив малый ток;
- силу тока немного увеличить, но при этом шов создавать прерывистой дугой и перед очередной присадкой выждать время пока металл остынет;
- сваривать элементы с применением подложки. Это позволит предотвратить проваливание и поддерживать оптимальную температуру в месте соединения. Для этого хорошо подойдет подложка из графита;
- выполнение швов в шахматном порядке позволит предотвратить деформацию материала.
Что касается электродов, то они должны быть предназначены для работы с тонкими металлами. Оптимальным вариантом считаются стержни, у которых 2-3 мм составляет диаметр. Значение имеет также покрытие, поэтому обмазка не должна быть тугоплавкой.
Аккуратно необходимо проводить розжиг, а сам процесс сваривания осуществлять постепенно. Нельзя гасить дугу резким отрывом электрода при завершении шва, поскольку в данном случае на конце стыка возникнет кратер. Он ухудшает прочность шовного соединения и негативно сказывается на качестве всего металлоизделия.
Какие бывают инверторы — особенности выбора
Для того чтобы сварка инвертором для начинающих обеспечила качественный результат и от работы остались только положительные впечатления, то необходимо с полной серьезностью подходить к выбору оборудования.
На сегодняшний день существуют разные модели сварочных инверторов, которым характерны свои отличия и особенности. В зависимости от технологии сварки на выбор специалистам предложено оборудование, с помощью которого можно выполнять:
- сваривание в ручном режиме (ММА);
- сварку MIG/MAG полуавтоматическую;
- работы в среде защитного газа (TIG);
- резку металлов (CUT).
Среди всех перечисленных типов для домашнего использования лучше отдать предпочтение агрегату, которым сваривание происходит с применением электродов в ручном режиме. Такие устройства просты в обслуживании и эксплуатации, обладают компактными габаритами и небольшим весом, и идеально подходят для того как научиться варить инверторной сваркой.
Характеристики, влияющие на выбор оборудования
Обучаясь как правильно пользоваться инверторной сваркой следует также знать, что разным типам аппаратов характерны свои технические параметры. Именно они определяют функциональные возможности устройства. При выборе оборудования обращать внимание нужно на следующие особенности:
- тип формируемого на выходе из агрегата тока;
- показатели напряжения, обеспечивающие питание сварочного оборудования. Сегодня на рынке имеются устройства, работающие от напряжения 220 В или 380 В. Для домашнего использования оптимальным считается инвертор, который можно подключить к стандартной электросети;
- значения стартового тока, от которых зависит электроды какого диаметра можно применять при осуществлении сваривания;
- мощность агрегата. От этого зависит сила подаваемого на сварочную дугу тока;
- напряжение холостого хода влияет на легкость и быстроту разжигания дуги;
- диапазон диаметров возможных для применения в работе электродов;
- наименьшее и наивысшее значения силы тока, издаваемого конкретной моделью аппарата;
- вес и размеры. Не стоит покупать слишком маленькие агрегаты, поскольку от его габаритов зависит сила сварочного тока. Чем меньшими будут размеры, соответственно тем меньшей будет сила тока.
Посмотреть параметры наиболее распространенных моделей сварочных аппаратов бытового предназначения можно в размещенной ниже таблице.
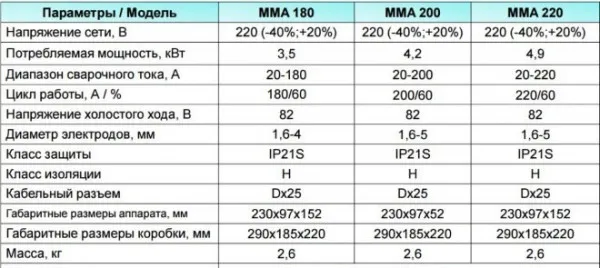
В комплектацию каждой модели входят два сварочных кабеля: с электродержателем и с зажимом массы.
Дополнительные функции
Намного легче и быстрее освоить азы сварки инвертором для начинающих на практике, используя в работе оснащенный дополнительными функциями инвертор. Наличие их существенно упрощает рабочий процесс, позволяет достичь стабильности спаев и более качественным делает сваривание.
К таким функциям относят:
- «горячий старт». Сущность опции состоит в подаче дополнительного электрического импульса на электрод, что намного улучшает зажигание дуги;
- «форсаж дуги». Функция автоматически включается в момент, когда на минимальном расстоянии от поверхности свариваемых элементов оказывается электрод. При этом осуществляется подача тока с большей силой, что предотвращает прилипание к материалу;
- «антизалипание». Если все-таки случилось залипание, то благодаря данной функции подача на электрод сварочного тока прекращается автоматически.
Наличие таких опций сводит к минимуму риски неправильного формирования валика при недостаточном опыте сварщика и в разы упрощает технику как пользоваться инверторным сварочным аппаратом.
Частые неисправности сварочных инверторов и их причины
Современные инверторные устройства просты и надежны в эксплуатации. Но даже соблюдая все правила сварки инвертором для начинающих мастеров довольно часто возможны сбои в работе оборудования, вызванные следующими неисправностями:
- нестабильность или отсутствие сварочной дуги;
- чрезмерное разбрызгивание расплавившегося металла;
- прилипание к свариваемой поверхности электрода;
- перегрев аппарата или самопроизвольное отключение питания.
В подобных ситуациях необходимо знать, как пользоваться инверторной сваркой и какими причинами могут быть вызваны подобные проблемы. Неисправности могут возникать вследствие:
- при несоответствии силе сварочного тока диаметра электрода нарушается стабильность горения дуги;
- повышенное разбрызгивание наблюдается при завышенной силе тока. При этом достаточно ее уменьшить или же взять электроды с меньшим диаметром;

- прилипание происходит при недостаточном напряжении в сети. Это может быть вызвано длинными проводами, которые способны перегреваться в процессе работы. Избежать перегрева можно если использовать провода, у которых не менее 2,5 кв. мм. составляет сечение;
- причиной отсутствия дуги можете стать некачественный контакт электрода с зажимом или обрыв кабеля, при которых прекращается подача тока по кабелю;
- при поломке сетевого включателя аппарат может попросту отключиться;
- если работать с оборудованием без перерыва продолжительное время, то перегрева его не избежать. Когда же устройство при коротком периоде работы слишком нагревается, то скорее всего причиной является износ обмотки.
Очень важно знать технические характеристики агрегатов, поскольку для начинающего сварщика имеет значение не только как научиться варить сварочным инвертором, но также насколько эффективной и бесперебойной будет работа.
Плюсы и минусы инверторной аппаратуры
Среди всех существующих методик техника сварки инвертором для начинающих считается самой удобной и доступной. При желании всего за один день можно научиться как варить инверторным сварочным аппаратом в бытовых условиях.
Преимущества такого типа оборудования неоспоримы:
- Доступность. Стоимость аппаратуры невысокая и практически в каждом специализированном магазине предложен обширный выбор моделей.
- Мобильность. Благодаря небольшому весу (всего 3-10 кг) оборудование без сторонней помощи можно переносить с одного места в другое.
- Универсальность. Правила сварки инвертором разрешают использовать электроды для постоянного и переменного тока, что огромное значение имеет в случаях сваривания цветного металла, чугуна и других сплавов.
- Удобность. Аппарат позволяет регулировать в большом диапазоне силу тока, за счет чего становится возможной аргонодуговая сварка неплавящимися вольфрамовыми электродами.
- Многофункциональность. В большинстве моделей схема управления дает возможность осуществлять разные функции, облегчающие процесс сваривания деталей.
Говоря о плюсах нельзя упомянуть также об экономичности устройств в плане потребления электроэнергии, а также легкости обучения, позволяющем узнать секреты сварки инвертором в сжатое время.
Наряду с преимущественными свойствами инверторов им характерны также некоторые отрицательные моменты, которые необходимо изучить перед тем как варить сварочным инвертором:
- в сравнении с обычным трансформатором примерно в 2-3 раза больше составляет цена сварочного инвертора. Обусловлено это высшей сложностью и эффективностью оборудования;
- поскольку в схеме устройства используются полупроводниковые детали, то аппаратуре свойственна повышенная чувствительность к пыли и в течение сезона необходимо как минимум 2-3 раза проводить чистку;
- некоторые модели не способны полноценно работать при минусовых температурах, что ограничивает сферу их применения.
Но если сравнить минусы с множественными положительными качествами, но они кажутся не существенными и полностью компенсируются легкостью обучения сварному мастерству, удобности в применении и возможности создавать прочные неразъемные соединения.
Техника безопасности
Перед тем как работать сваркой инвертором мастеру необходимо позаботится о собственной безопасности и обустройстве рабочего места. Для этого нужно:
- надеть специальный костюм, который имеет рукава, полностью скрывает участки шеи, на запястьях плотно застегивается. Костюм должен быть из натуральной ткани с повышенной прочностью и плотностью, устойчивой к плавлению и возгоранию;
- руки защитить сварочными рукавицами;
- обувь использовать лучше кожаную с толстой подошвой;
- для защиты глаз использовать маску;
- для предотвращения поражения током обустроить деревянный настил под ногами.
Из рабочего места следует убрать все лишние предметы, позаботится о качественном его освещении.
Порядок подготовки к работе и непосредственно выполнение сварочного процесса наглядно описывает самоучитель сварки инвертором, который можно найти в интернете.
Профессиональные советы начинающим сварщикам
Практически каждый человек, не обладающий опытом, задается вопросом как правильно сваривать металл инвертором с минимальными рисками для своей безопасности и максимально положительными результатами работы.
Советы профессиональных мастеров помогут освоить азы сварки инвертором и избежать ряда ошибок в процессе сваривания:
- ни в коем случае нельзя пренебрегать защитными средствами, особенно это относится к глазам. Ожоги сетчатки могут возникнуть даже при мимолетном взгляде на горящую дугу незащищенными глазами. А продолжительное воздействие может закончиться весьма печально, вплоть до потери зрения;
- впервые сваривая детали неопытные мастера практически всегда допускают разнообразные ошибки. Поэтому лучше вначале потренироваться на подготовленных заготовках и попробовать выполнять разные типы швов перед тем как пользоваться сваркой инвертором для создания металлоконструкций;
- каждый желающий может начать работать со сварочной аппаратурой, но только при тщательном подходе и предварительных тренировках можно выполнять надежные и ровные соединительные стыки;
- обработка швов после сварки имеет огромное значение. Чтобы предотвратить развитие коррозии и разрушение конструкций необходимо очищать спаи от шлаковых образований;
- не знаете, как предотвратить прилипание электрода? Проверьте силу тока, а также обратите внимание на сухость электродов;
- хранить электроды нужно в сухом проветриваемом помещении. Если они слишком сырые, то перед применением их следует просушить на солнце или в духовом шкафу;
- чтобы не произошло короткое замыкание нужно проверять положение провода перед включением и выключением аппарата.
Всю информацию о том, как подобрать ток для сварки инвертором и как должны происходить рабочие циклы можно найти в инструкции по эксплуатации оборудования или поискать в интернете уроки для начинающих сварщиков.
Зная основные правила сваривания и принцип работы аппаратуры вполне доступной станет инверторная сварка для начинающих мастеров, и уже в скором времени вы сможете без проблем изготавливать красивые и долговечные конструкции.
Интересное видео
Почему лопается шов при сварке чугуна?
Шов при сварке чугуна может лопаться по нескольким причинам:
-
Низкая температура предварительного нагрева. Чугун имеет высокую температуру плавления и для того, чтобы его можно было сварить, нужно предварительно нагреть детали до определенной температуры. Если температура нагрева недостаточна, то шов может лопнуть при нагрузке.
-
Неправильный выбор электрода. Для сварки чугуна необходимо использовать специальные электроды, которые обладают высокой прочностью и устойчивостью к термическому шоку. Использование неправильного электрода может привести к лопанию шва.
-
Неправильный режим сварки. При сварке чугуна необходимо соблюдать определенный режим сварки, который зависит от типа чугуна и толщины деталей. Неправильный режим сварки может привести к образованию трещин и лопню шва.
-
Недостаточное количество сварочного материала. При сварке чугуна необходимо использовать достаточное количество сварочного материала для создания прочного шва. Недостаточное количество сварочного материала может привести к образованию трещин и лопню шва.
-
Неправильная подготовка поверхности. Поверхность деталей должна быть чистой и свободной от загрязнений, иначе сварочный шов может не получиться качественным и лопнуть при нагрузке.
Добавить комментарий
Для отправки комментария вам необходимо авторизоваться.